Project - VCarve flower
I’ve been wanting to try out relief carving on my CNC machine for awhile now, but hadn’t found a decent set of tools to do it.
Vectric VCarve looks awesome, but it’s pricy! The desktop version (which would be fine for my needs) is USD$349. That’s more than my CNC machine cost to build. Luckily, there are some smart people who made, perhaps less pretty, but fully functional software to do the task.
Scorch Works dmap2gcode is a GPL program that takes a depth map and creates the gcode to send to the machine.
Source Image
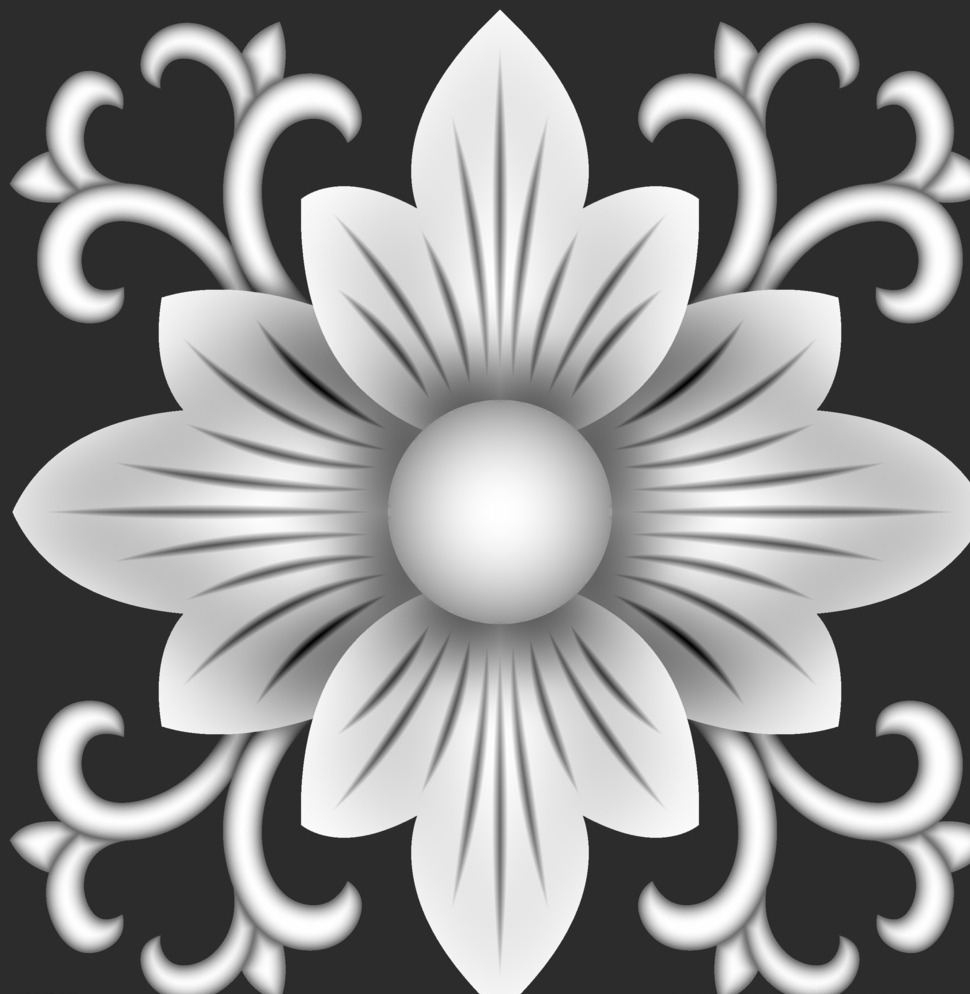
I found this image searching google images for “depth map”. There are plenty of images available. There are also tutorials out there for taking a 3D object like an STL file and converting it to a depth map, though I haven’t tried that yet.
Machine setup
I hooked up the DW660 cut out tool and used this Milescraft V Groove Router Bit. The specs don’t list the exact angle, but it’s somewhere around 60 degrees, so that’s what I used.
I then screwed a scrap piece of about 3/4 inch thick wood, I think pine, to the spoil board. I drilled and countersunk the screw holes to ensure the bit wouldn’t hit them if it passed over that section while homing.
dmap2gcode settings
I changed the settings for Gcode Header to $32=0|G90|M04 S1000 and Postscript to M05 to match what I normally use on the machine. Also disabled G-code arcs and made sure comments are suppressed (the software I use to send the gcode does not like the comments). Also change the units to mm, since that’s what all the other software expects.
I used these settings for the image:
- Image height: 100mm
- Depth color: Black
- Tool diameter: 6.35mm
- Tool end: V
- V-Bit Angle: 60
- Scan Pattern R then C
- Feed rate: 600mm/min
- Plunge feed: 180mm/min
- Stepover 0.5mm
- Z Safe: 1mm
- Max depth: -8mm
What I should have done was generate roughing gcode to cut out the bulk of the material in thiner, faster layers. But I didn’t do that. It would have had 2 advantages:
- When the cutting first started, it plunged the bit 8mm deep and started cutting at a fairly fast speed. That burnt the wood and burnt the tool, probably dulling it quite a bit. I’ll have to be careful about that in the future.
- Would have let me use a much higher feed rate for the final pass. With the settings I used, this too over 3 hours to cut.
Running the job
I loaded the gcode into LaserWeb, homed and zero set the machine at the bottom left corner of where I wanted to cut, with Z at the surface of the wood.
Then I raise Z and hit the check outline button to make sure it is fully on the wood. Then run the job.
Results
I’m pretty happy with my first attempt at this. I can see a lot of room for improvement, particularly in making it faster without burning the wood by cutting too deep. I might also have to adjust the controller’s max Z rates, since I think that was limiting the overall speed. Using a ball tipped bit instead of a V bit would also speed things up, since the stepover wouldn’t have to be quite as small.





